High speed, precision, and reliability: These are the determining factors for battery production. In order to meet the rapidly growing demand for batteries, companies are developing more and more efficient production processes. The company Laserax has developed a new system in which the welding of battery cells is significantly accelerated using machine vision.
Large capacities for the production of batteries are being built up worldwide. However, demand is far outstripping supply. Battery manufacturers are therefore looking for ways to make production more efficient. With the “Battery Welding Machine”, Laserax from Quebec, Canada has developed a system that significantly speeds up the process of welding the current collector and busbar to the battery module. The company, which was founded in 2010 and specializes in laser solutions, has thus developed an efficient welding solution for a critical production step. As a result, battery modules can now be produced significantly faster and with less waste. The solution is suitable for batteries used in the automotive industry, for automated guided vehicles (AGVs) in logistics, e-bikes, and also for power tools. “We are in close contact with our customers from the battery industry. We have realized that they are specifically looking for a solution to weld the current collector and the busbar to the battery module. Although there were already other methods for connecting, these could not offer the necessary speed and quality. That’s why we developed our own system for this process, based on laser welding,” says Keven Tremblay, Product Line Manager at Laserax.
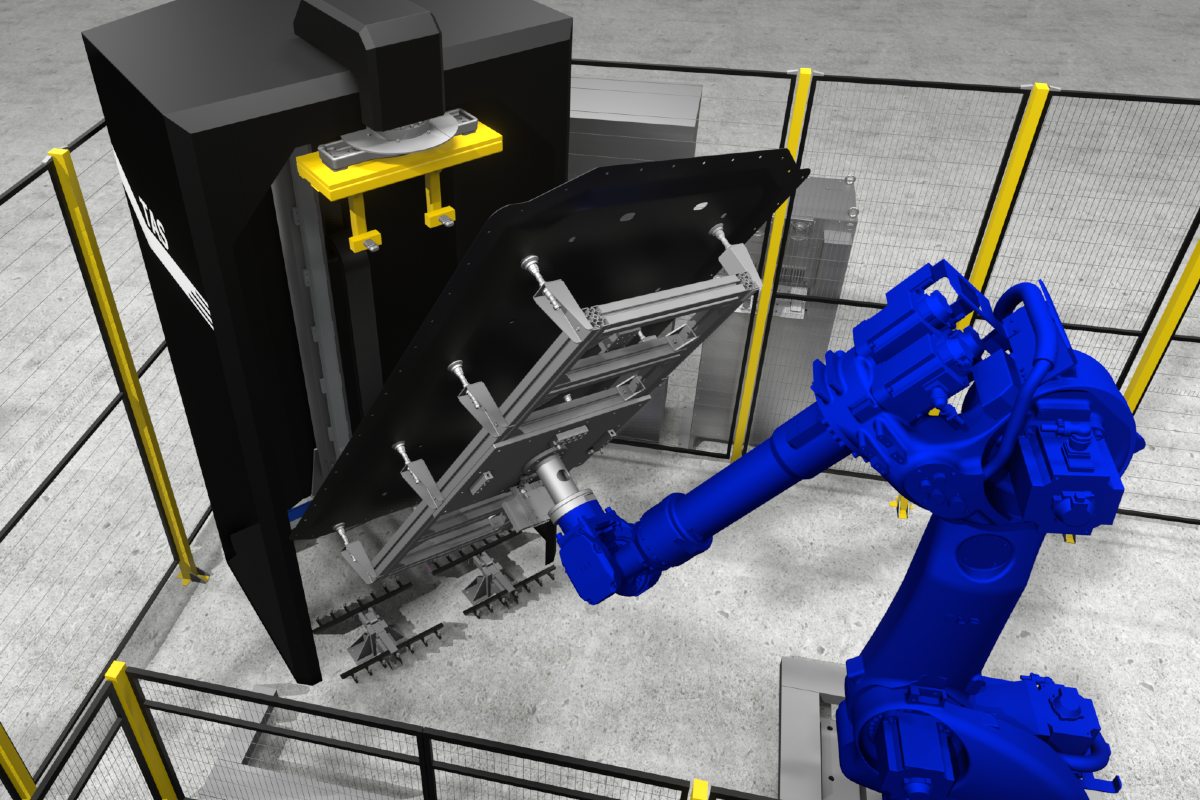
The result is the “Battery Welding Machine”. Inside the housing, four SCARA robots sequentially clamp and connect the contacts of battery modules using a laser welding process. And they do so at very high speed and with minimal waste. The new process is made possible by Laserax’s ingenious engineering and machine vision technology. The MVTec HALCON machine vision software used is able to localize the cells of the battery module with micron precision, so that the robots can carry out the clamping and laser welding work with absolute precision.
The challenge for the system: High speed, precision, and 100 percent objective
The production of batteries is more complex compared to almost every other product. In addition, the high demand for different types of batteries means that new production processes have to be developed. There are three main challenges here: First, in order to achieve the necessary productivity, the processes must be very fast. Second, quality must not suffer as a result. As the materials and raw materials for the batteries are very expensive, work must be as flawless as possible. Costs for wastage therefore quickly become a factor. In addition, high quality in production is important to ensure that the battery achieves the required performance and longevity. And finally, the traceability of components and production steps is very important.
Until now, current collectors and busbars have been connected to the battery module using methods such as ultrasonic bonding or various welding methods such as spot or resistance welding. Laser welding has numerous advantages over these methods. These are: very high accuracy even when connecting the smallest components, minimal distortion as the heat input is low, and high availability. “Laser welding has already been implemented for the one-sided welding of “21700 cells”, but not at this speed, adaptability, and with these high precision requirements. Our engineers found a solution to the first challenge. We have a lot of experience with global laser processes. We knew that the entire system, including the laser welding and the fast, adaptable clamping had to be considered as a single system. For the second challenge, precise and fast work, we rely on machine vision technology and MVTec’s HALCON machine vision software. The software works at top speed, is very precise and allow us to get close to our 100 percent detection goal,” explains Keven Tremblay, Product Line Manager at Laserax.
Four robots optimize welding of the current collector to the module
But how does the interaction of laser-welding and robotic clamping in cooperation with machine vision enable such a process improvement? In the first step of the workflow, a module is delivered to the system and fed into the “Battery Welding Machine” through an opening on the side. There are four robots that carry out the busbar clamping and one gantry-mounted laser head with larger field of view to perform the laser welding. Two cameras are attached to the side of the laser scan head to allow 3D stereoscopic vision. In the first step, the two cameras take high-resolution images of the battery module on a 400 x 400 mm area from above. The HALCON machine vision software then calculates the X-Y-Z positions of all the cells by merging the images from the two cameras. The coordinates determined in this way are transmitted to the clamping robots and the laser system. The precise position of each spot to be welded on the cells is found and determined with an accuracy that allows global weld position to cell of +/-100µm.
The robots clamp the current collectors onto the cells, while the laser welds the clamped components one after the other. The machine works with four robots in order to maximize the operating time of the laser. This is where the robots demonstrate their specific strength in this laser welding machine, as they allow to weld each cell in less than 100ms. Weld quality monitoring is performed in real time during the welding process using a dedicated sensor for this purpose that capture the emitted light form the process.
The task for machine vision: Communicating the welding points to the robots quickly and precisely
The task of the machine vision software is to find the position of the welding points and transform the corresponding points into the coordinate system of the four robots. This is not so easy in this case, as Keven Tremblay at Laserax explains: “The workspace of 400 x 400 mm is quite large, therefore determining the individual positions in the µm range is technologically extremely challenging.” In the first step, the HALCON machine vision software is used to detect objects with an accuracy that can reach the sub-pixel level. This enables the “Battery Welding Machine” to find the areas to be welded precisely, robustly, and very quickly and determine the positions. Based on that, a coordinate system can be created for the robot using hand-eye calibration. This must be done in advance to ensure that the robots hit the relevant points precisely during operation. During hand-eye calibration, a calibration plate is used initially to calibrate the machine in real-life measurement. The calibrated camera images are then used to calibrate the robots. The machine uses the clamping tools attached to the robot’s gripper arm and placed in the camera’s field of view to perform the robot calibration. Several images with different positions of the robot are then taken and offset against the robot’s axis positions. The result is a “common” coordinate system of camera and robot. In this way, the robot hits the exact positions that were previously detected by the camera.
Laser welding based on machine vision: more energy for battery production
“The “Battery Welding Machine” is now being used by our customers. The feedback we have received has been consistently positive. Above all, our customers appreciate the fact that they can now produce much faster and maintain quality and versatility. This means that our solution has hit the nail on the head,” says a delighted Keven Tremblay at Laserax. The company is already planning its next developments based on laser welding and machine vision. “In particular, 3D vision and reliable pattern recognition will be explored further. We are looking for a highly reliable and consistent localization option for specific features. This in turn is the basis for our high-precision laser processes,” explains Keven Tremblay.